
Wéi installéiere mir e Rutsch fir d'Gebai vun der Stahlstruktur?
Material an Applikatioun
1. Material:
Am Moment ginn et dräi allgemeng benotzt Rennmaterialien: Stahlplack-Denne mat Plackdicke vun 3 ~ 6mm, Edelstahl-Denne mat enger Dicke vun 0,8 ~ 1,2mm a Faarf Stahl-Dënn mat enger Dicke vun 0,6mm.
2. Applikatioun:
Stahlplackrenne an Edelstahlrenne kënnen op déi meescht Projeten applizéiert ginn.Ënnert hinnen, STAINLESS Stol gutter allgemeng am Küst Beräicher a Plazen mat staarke ätzend Gas bei de Projet benotzt;Faarfplack-Denne gëtt haaptsächlech fir extern Root vum Gasbau a Projete mat klengen Ingenieursberäich a klengen Drainage benotzt.Et gëtt dacks als externe Rutsch benotzt.
De Wee fir ze verbannen
★ Stahlplack Rëndfleesch
1. Installatiounsbedéngungen:
Virun der Installatioun vu Stahlplackenträger mussen déi folgend Konditioune erfëllt sinn: den Haaptkierper vun der Stahlstruktur (Beem a Kolonn) gouf installéiert an ugepasst, an all Héichstäerkt Bolzen sinn endlech geschrauft.Fir de Projet mat Parapet sinn d'Brauchsäulen an entspriechend Wandstrahl installéiert an ugepasst.D'Stolplackrenne war op der Plaz.Elektresch Schweißmaschinnen a Schweißmaschinne fir Schweißen sinn op der Plaz.
2. Installatioun:
Nodeems d'korrespondéiert Stahlrenn no den Design Zeechnungen op der Plaz transportéiert ass, gëtt d'Renne mat Kran oder manueller Transport op den designéierte Installatiounsberäich transportéiert no der Gréisst an dem Gewiicht vun der Renne, an d'Renne gëtt temporär duerch elektresch Schweess verbonnen. direkt.Wann all d'Materialien vun enger Renne op der Plaz sinn, zéien eng duerchschnëttlech Linn mat Stahldraht laanscht d'Äussere vun der Renn, an ajustéieren déi bannenzeg a baussenzeg Säit vun der ganzer Renn op déiselwecht riicht Linn.Wärend der Upassung, oppassen op d'Lück am Rootverbindung ze minimiséieren, a temporär mat elektresche Schweißen fixéieren.Dann voll Schweißen déi ënnescht horizontale Schweißen an de riichte Schweißen op béide Säiten mat engem Schweißstab mat engem Duerchmiesser vun 3,2 mm.Wärend dem Schweißen, oppassen op d'Schweißqualitéit a kontrolléiert de Schweessstroum, Verhënnert d'Verbrenne duerch d'Grenne an erhéijen onnéideg Ierger.Intermittéiert Schweißen kënnen an der Verbindung tëscht dem Enn vum Root an der Spëtzt vun der Kolonn benotzt ginn.Den ënneschten Deel vun der Root an d'Spëtzt vun der Stahlkolonne kënne geschweest a fixéiert ginn fir d'Gesamtfestegkeet ze erhéijen.D'Renne, déi net am selwechten Dag geschweest ka ginn, kann temporär duerch elektresch Schweißen mat den uewe genannte Methoden fixéiert ginn.Wann d'Conditioune et erlaben, kann d'Renne och mat der Mauerstrahl oder Rootbeugel mat Stahldraht gebonnen a fixéiert ginn.

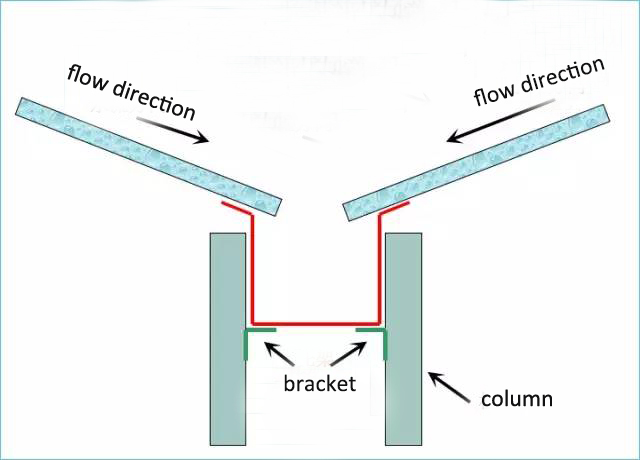
3. Outlet Ouverture:
D'Drenneausgang soll no den Designfuerderunge positionéiert ginn.Generell, soll de konventionelle Outlet op der Säit vun Stol Kolonn oder Stol hëlze opgemaach ginn.Opgepasst op d'Positioun vun der Ënnerstëtzung beim Ouverture vum Lach, a probéiert et esou wäit wéi méiglech ze vermeiden, fir d'Quantitéit vun Accessoiren vum Downpipe ze reduzéieren.D'Installatiounsmethod vum Downpipe soll während der Ouverture berücksichtegt ginn.Et ass am beschten d'Befestigungsmethod vum Downpipe Hoop als éischt ze bestëmmen, sou datt d'Material vum Befestigungshoop verkierzt gëtt an d'Käschte reduzéieren.D'Lach kann duerch Gasschneiden oder Wénkelschleifer opgemaach ginn.Et ass streng verbueden d'Lach direkt duerch elektresch Schweißen opzemaachen.Nodeems d'Lach opgemaach ass, gëtt d'Schaft an d'Peripherie vum Lach mat engem Wénkelschleifer ofgeschnidden, an dann d'Waasserausgab vum Stahlpipe mat der Rëndel geschweest ginn.Opgepasst op d'Schweißqualitéit beim Schweißen fir fehlend Schweißen ze vermeiden.Nom Schweißen gëtt d'Schweißschlack an der Zäit gereinegt, an d'Schweißmetall wesentlech méi héich wéi d'Renne soll mat engem Wénkelschleifer poléiert ginn, bis et am Fong flaach ass.Fir ze verhënneren, datt d'Waasserauslaascht gedréchent gëtt, kann e Schlittenhammer benotzt ginn fir d'Waasserausgang erofzebriechen fir d'Drainage ze erliichteren.
4. Faarf:
Nodeems all Rennen geschweest an iwwerpréift gi fir ze qualifizéieren, gëtt d'Schweißschlack op der Schweißpositioun erëm komplett gebotzt.Zur selwechter Zäit muss d'Faarwen am Schweißberäich mat engem Eisenbürt gereinegt ginn, an dann mat Antirustfaarf vun der selwechter Spezifizéierung wéi déi ursprénglech Lack reparéiert ginn.D'Rennefinish soll virun der Daachpanelkonstruktioun gemoolt ginn no den Designfuerderunge.Wann et keng Design Ufuerderunge sinn, soll eng aner Schicht Neopren op der banneschten Säit vun der Stahlplackenter fir Anti-Korrosiounsbehandlung gemoolt ginn.
★ STAINLESS Stol gutter Installatioun
1. D'Installatiounsbedéngungen an d'Downpipeöffnungsfuerderunge vun der Edelstahl-Gutt sinn d'selwecht wéi déi vun der Stahlplack-Gutt.
2. Argon-Arc-Schweißen gëtt fir Edelstahl-Schweißen ugeholl, an Edelstahl-Draad vum selwechte Material wéi d'Renne gëtt als Schweißstab ugeholl, an den Duerchmiesser kann d'selwecht sinn wéi d'Plackdicke.Normalerweis 1 mm.Virun formell Schweißen, solle Schweißer organiséiert ginn fir Probeschweißen ze maachen, a Batch-Schweißen kënnen nëmme gestart ginn nodeems de Test passéiert.Zur selwechter Zäit ass et am beschten fir speziell Schweißpersonal ze designéieren, an en Hëllefsaarbechter ze arrangéieren fir mat der Operatioun ze kooperéieren, fir d'Effizienz vun der Haaptproduktioun ze verbesseren.Nodeems d'Waasserauslaaf geschweest ass, sollt d'Gebitt och richteg zerstéiert ginn fir d'Drainage ze erliichteren.Wann et Sediment an aner Verschmotzung op der Edelstahlelektrode ass, muss se virum Gebrauch ewechgeholl ginn.
3. Well d'Edelstahl-Gutt veraarbecht a geformt gëtt duerch Klappung, ass et inévitabel datt et Dimensiounsabweichung gëtt.Dofir, ier d'Renne transportéiert gëtt, soll et ëmfaassend iwwerpréift ginn fir d'Lück am Gelenk ze minimiséieren.Virun Schweißen, soll et duerch Punktschweißen fixéiert ginn an duerno geschweest ginn.Den ënneschten Deel vun der Root soll geschweest ginn, an dann d'Säit vun der Root geschweest ginn.Wa méiglech, kann d'Proufarrangement duerchgefouert ginn, an d'Hoising kann no der Nummeréierung no der Testarrangement duerchgefouert ginn, fir d'Schweißaarbechtslaascht ze minimiséieren an d'Projetqualitéit ze garantéieren.Wann d'Lück ze grouss ass fir voll mat Schweessdraad geschweest ze ginn, kann et mat Reschtmaterialien geschleeft ginn.Et ass néideg fir ronderëm d'Schweiß ze verschweißen, a sécherzestellen datt d'Schweißen an de Kanten an den Ecker voll sinn ouni Schweess ze fehlen.

★ Faarweg Placke gutter Installatioun
1. D'Installatioun vu Biergbau kann no der Installatioun vun Dachplack oder gläichzäiteg mat der Dachplack duerchgefouert ginn.D'Detailer kënne flexibel no de Sitebedingunge bestëmmt ginn.
2. D'Befestigung vun der Faarfplack-Gutt ass an zwee Deeler opgedeelt: een Deel ass datt d'Bannensäit vun der Root mat der Dachplack mat selbsttappende Schrauwen verbonnen ass oder mat Pull-Nieten vernoléissegt ass;deen aneren Deel ass datt de geklappte Rand vun der äusserer Säit vun der Renne fir d'éischt mat Rëndfleesch Nieten verbonnen ass, an déi aner Säit vun der Klammer ass mat der Dachpanel a Purlin mat selbsttappende Schrauwen verbonnen, déi den Dachpanel um Kamm vun fixéieren. den Daachpanel.D'Verbindung tëscht der Renn an d'Renne gëtt mat Nieten an zwou Reien mat enger Distanz vu 50 mm no den Ufuerderunge vum Standardatlas vun der Firma, D'Réckverbindung tëscht Placke soll mat neutralem Dichtung versiegelt ginn.Opgepasst op d'Botzen vun der Ronn Uewerfläch während der Schëllergelenk.Nom Kleeblatt, soll et fir eng kuerz Zäit stoen, an der Haaptrei kann geréckelt ginn nodeems de Klebstoff geheelt ass.
3. D'Ouverture vu Gutteraustausch kann direkt duerch Schneidmaschinn duerchgefouert ginn, an d'Positioun soll den Designfuerderunge entspriechen.D'Outlet an d'Grennebunn ginn duerch Pullnieten fixéiert no den Ufuerderunge vun de relevante Knäpper vum Standardatlas, an d'Behandlungsufuerderunge vum Dichtstoff an der Verbindung solle mat der Root verbonne sinn.
4. D'Flächheetsfuerderunge vun der Faarfplackenter sinn d'selwecht wéi déi vun der Stahlplackenter.Well et haaptsächlech vun der Installatiounsqualitéit vun der Haaptstruktur bestëmmt gëtt, muss d'Konstruktiounsqualitéit vun der Haaptstruktur geséchert ginn, ier d'Grenne installéiert ass, fir e gudde Fundament fir d'Verbesserung vun der Installatiounsqualitéit vun der Renne ze leeën.
Post Zäit: Apr-03-2022